Inovace řídícího systému (přechod ze Simatic S5 na S7)
Zákazník : DFI EUROPE s.r.o.
Zakázka : Rekonstrukce řídícího systému linky Crown, určené pro výrobu BOPS folií
Poznámka na úvod : v dokumentu se soustřeďujeme na stěžejní význam a tím je popis náhrady (retrofitu) řídícího systému Simatic S5 novým systémem Simatic S7.
Linka je výrobkem americké firmy Crown a slouží pro výrobu BOPS fólie, určené především pro obalovou techniku. Tato linka byla do ČR přivezena a instalována na počátku devadesátých let.



Systém řízení pro výrobní linku byl postaven na průmyslových automatech Simatic S5. XiNTECO řešilo automatizaci následujících výrobních procesů :
- skladování materiálu ve velkokapacitních zásobnících
- doprava, míchání a dávkování zadaných poměrů materiálu do extruderu
- extruze (dvou nebo třístavová regulace 29 teplotních zón, řízení otáček extruderu od tlaku před čerpadlem taveniny)
- lití taveniny na chladicí tříválec
- délková orientace fólie, 15 válců (třístavová regulace olejového vytápění válců, přesná regulace otáček pohonů válců)
- šířková orientace fólie (dvoustavová regulace temperování 7 zón, přesná regulace otáček pohonu řetězu, automatické nastavování šířky dráhy řetězu)
- povrchová úprava fólie, nanášení roztoků (přesná regulace otáček 2 pohonů)
- ořez okrajů, dělení nekonečného pásu fólie, navíjení velkonábalů na dvou dvouvřetenových navíjecích stanicích (regulace otáček 4 pohonů, regulace navíjení fólie, automatické dělení)






V roce 2009 bylo XiNTECO požádáno americkou společností o vypracování projektu na rekonstrukci elektrického a řídícího systému linky. Vlastník linky zvyšuje výrobní výkon z 1.000 tun na minimálně 1.500 tun za hodinu.
Rekonstrukce byla naplánována do několika etap, protože se jednalo o nemalé změny. Z titulu nepřerušit výrobní náplň evropského závodu byl dán čas na krátkodobé výrobní odstávky.
Rekonstrukce spočívala především v :
- záměně průmyslových automatů PLC Simatic S5 135 za Simatic S7 400 a náhrada stávajících
- výměně DC měničů Simoreg 6RA22 a 24 za nové Sinamics 6RA80 (19 pohonů 3HP až 1000 HP)
Původní řídící systém PLC Simatic byl osazen několika specifickými moduly a komunikacemi, které bylo nutné nahradit novým řešením. Jednalo se o :
- karty teplotních regulátorů IP244 (celkem 29 regulačních smyček)
- stanice vzdálených vstupů a výstupů ET100U
- komunikace Sinec H1 (CP535), pro SCADA aplikace
- komunikace Sinec L1 (CP530), pro komunikaci s DC pohony Siemens 6RA22
Následující foto a skica dokumentuje původní PLC a topologii systému před rekonstrukcí částí PLC a pohonů.

Před touto rozsáhlou rekonstrukcí proběhla o něco dříve výměna SCADA / HMI systému.
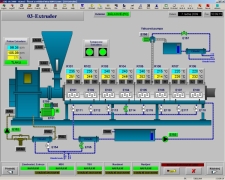
Dispečerské pracoviště (viz následující foto) bylo osazeno 2 ks nových počítačů PC a vizualizační aplikace byly zhotoveny v prostředí Promotic.
Pro komunikaci s dvěma PLC S5 135 byl použit OPC (INAT).

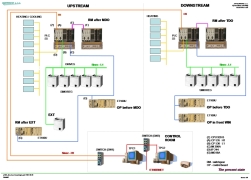
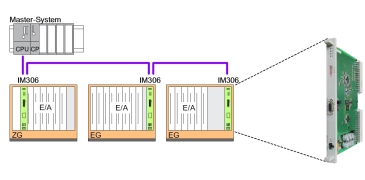
Topologie systémů, která byla vyprojektována a je realizována, je znázorněna následující skicou. Koncepce nového řídícího systému je postavena na decentralizovaném řešení. Centrální rack nového řídícího systému Simatic S7 je osazen pouze napájecím zdrojem, centrálním procesorem CPU414-2 a komunikačním procesorem CP443-1.
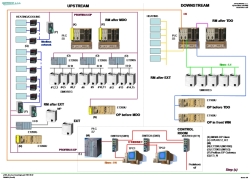
Karty teplotních regulátorů jsou nahrazeny autonomními regulátory teploty OMRON E5CN, které jsou pomocí komunikačního protokolu MODBUS a gateway ANYBUS Communicator připojeny na linku Profibus řídícího systému S7-400.

Stanice vzdálených vstupů/výstupů ET100U byla pomocí záměny interfejsového modulu přebudovány na stanice ET200U, které jsou připojeny na linku Profibus.
Původní CU a EU (centrální a rozšiřující rack) PLC S5 135 jsou ponechány včetně původních modulů vstup/výstupů V/V (řádově se jedná o hodně stovek V/V). Do těchto racků byly instalovány komunikační moduly IM306 VIPA. Tím se tyto racky staly „plnohodnotnými stanicemi“ vzdálených vstupů a výstupů a jsou takto připojeny na novou komunikační linku Profibus nového PLC Simatic S7 400.
Tímto řešením se podstatně snížily náklady na případnou kompletní výměnu všech modulů Siemens S5 na S7. V případě nutnosti nebo potřeby se mohou tyto v budoucnu nahrazovat novými stanicemi ET200M/S, apod.
Komunikace Sinec H1 byla odstraněna. Komunikace mezi novým PLC Simatic S7 400 a SCADA / HMI aplikacemi ve velínu závodu je řešena přes Ethernet, u PC je instalován OPC Keepware.
Komunikace Sinec L1, která byla použita pro původní měniče Simoreg 6RA22 byla také zrušena. Vzhledem k nutnosti dodržení krátkodobých výrobních odstávek, bylo nutné poskládat etapy realizaci co nejvhodněji za sebou. Z toho důvodu tak nebylo možné využít pro komunikaci s měniči např. Profibus či jiné. Nové měniče DCM typu Sinamics 6RA80 pak s PLC komunikovaly prostřednictvím standardních binárních a analogových signálů.
Pro vytvoření dostatečného počtu V/V signálů s DCM byly použity stanice vzdálených vstupů/výstupů ET200S. Těchto stanic bylo instalováno několik, aby byla optimalizována délka připojovacích vodičů a kabelů mezi DC pohony a ET200S.


Dispečerské pracoviště (SCADA / HMI aplikace, vizualizace) je propojeno k lokální počítačové síti závodu. Pracovníci závodu tak v případě potřeby mají přístup k vizualizované technologii, k informacím o výrobě.
Dále existuje zabezpečený vzdálený přístup, takže pracovníci XiNTECO jsou schopni okamžitě reagovat na požadavky zákazníka. Jsou schopni provádět diagnostiku, servis, ale i instalaci nových modifikací SW a to jak pro SCADA aplikace, tak i pro procesní algoritmy v PLC Simatic, popř. dalších připojených komponentách.
Vzdálené připojení je realizováno pomocí zabezpečeného šifrovaného připojení pomocí VPN - Forti Connect SSLVPN.
Na doplnění, popř. zopakování :
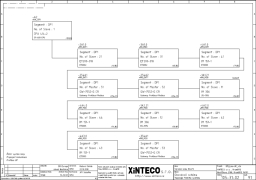
Projekt elektrického systému vytvořen za pomocí CAE systému ELCAD (Aucoplan)
Další části projektu tvořeny za pomocí systémů AutoCAD, Excel, PowerPoint, Word
Procesní algoritmy programovány v prostředí STEP 7
SCADA HMI systém v prostředí PROMOTIC
OPC : INAT, Keepware
Programování DC měničů Simoreg a Simovis v prostředí Starter